



欢迎您的参与
您已提交成功!






在富士国际赛车场的“富士汽车运动博物馆”中,展示着丰田内部复原后的梦幻赛车。也许各位读者们会有以下几点疑问:梦幻赛车的研发者是谁?他有着什么样的想法和目的?这究竟是一辆怎样的赛车?本次特别企划将为大家介绍这辆梦幻赛车所蕴涵的历史和意义,并直击该赛车的复原现场,以便于为大家解开困惑。
在第6期中,我们采访了担任“极致造物”结构之一,负责汽车前轴大尺寸零件——“工字梁”复原团队的成员们。本期后篇内容将为您讲述他们的锻造过程。
据说,负责锻造工字梁团队的两名组员,在看到一本名为《丰田汽车50年锻造年表图鉴》的公司内部资料后,随即决定也要用当年的手法锻造工字梁。这本年表图鉴上有一个章节名为“开始冲压小型卡车前轴工字梁”,内容是通过图文详细介绍过去制作工字梁的方法。
若想制作工字梁,首先要造出冲压时所用基础零件的弯曲锻件*1。其制作方法大致如下:将在加热炉中加热变红的原材料*2用气锤敲打,以“自由锻”的方法将型材拉伸弯曲,加工成复杂的工字梁形状。
*1:弯曲锻件是指经过自由锻加工后的型材。
*2:原材料是指按规定长度截断的圆形钢。
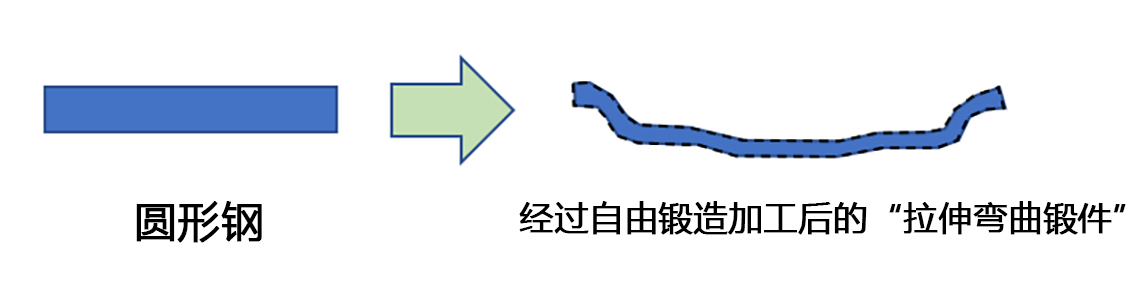
将型材通过自由锻的方式加工成拉伸弯曲的形状,这种弯曲锻件便是制造工字梁的基础零件之一。虽然当年制作时使用的型材是角型钢,但由于现在市面上很难买到这种材料,于是项目组员们决定用圆形钢代替。
户谷
我刚进入公司在工厂实习时了解到,社内的锻造部有人掌握自由锻造这一技能。于是我找到了当年实习时所在的组长与工长,咨询是否能用当年的自由锻技术,加工作为工字梁基础零件之一的弯曲锻件。
近年来,锻造部还未曾用自由锻技术加工过如此大尺寸的弯曲锻件。接手这一难题的是真部丰久。
真部于1991年进入丰田公司,作为技术员科室驱动锻造组组长,主要负责锻造生产线的运行维护、改善与降低成本等工作。自入社以来,这位工程师一直活跃于锻造领域的生产技术、制造部门。
真部

最大的难点在于工字梁的尺寸过大,约1.3m。
公司内不具备锻造超过1m的大尺寸零件设备。因此,自由锻之后的工序只能委托其他公司负责。全部工序都在公司内进行不太现实。
根据上述理由,锻造部提案如果想在公司内完成成品形状的话,不如选择做更小一点尺寸的零件。但是户谷和三木坚定地表示:“还是想用过去的方法挑战制作工字梁”。
三木
因为太想制作出SG型卡车上使用的那种一看就很结实的工字梁,所以我们没有接受提议。
于是我们再次找到真部先生商量,有没有不委托其他公司,结合现在的造物能力,实现社内制造的可能性。
在真部的努力下,最后决定精加工成形工作由日野汽车负责锻造零件的理研锻造承担。
理研锻造将用丰田公司内部制作的10根弯曲锻件,与前篇中介绍的锻模进行成品锻造。若非所有工序都在本公司内完成,在试制与调整上就会减少许多灵活性,导致无法确保成品质量。而理研锻造听到真部他们的造物理念后表示认同,因此提出了合作邀请。
另外,在利用自由锻制作弯曲锻件时,由于对成品尺寸的精度要求极高,也是一项具有挑战性的工作。一般来说,制作工字梁这种复杂形状的零件,要用到2个以上的锻模。用最初的锻模做一个大致形状,再用精加工锻模制作出成品。但是,这次项目只用精加工锻模制作工字梁。
户谷
一开始我听说需要用到2个锻模,但在读《50年锻造年表》时我推测,当年的前辈们应该使用的是自由锻塑型工艺。
既然当年的前辈们能做到,那现在的丰田人也一定能做到。于是我与真部先生商量,决定向难度极大的这一塑型工艺发起挑战。
 上图为《丰田汽车50年锻造年表图鉴》内页资料。
上图为《丰田汽车50年锻造年表图鉴》内页资料。
向“仅用自由锻技术塑形工字梁”这一难题发起攻坚的是隶属于锻造部的老技术工们。事实上,即便是这些老资历的大前辈,以往也从来没有过这种工作经历。
进行自由锻造工作一般需要3名员工。1名负责扭动型材进行弯曲塑形,并对控制气锤的员工发出指令的“锻造工程师”。1名控制空气锤的“气锤操作工”以及1名负责加热炉的开闭,以及塑型后测量尺寸的“辅助工”。而工字梁由于自身重量大,且形状较长,还需要增添1名搬运辅助工,因此共计需要4名员工。
由于型材冷却后就无法进行塑型加工,所以锻造工程师会将其反复放入加热炉内加热后敲打塑型。在锻造过程中厂房与型材都处于高温状态,因此作业时需要进行非常严格的安全管理。
 上图为正在进行自由锻造的场景。图片右侧的便是锻造工程师,左侧的则是气锤操作工。
上图为正在进行自由锻造的场景。图片右侧的便是锻造工程师,左侧的则是气锤操作工。
 上图中加热炉的尺寸足够锻造全长约1.3m的工字梁,这也是三木和户谷决心用旧法制造这一大尺寸零件的理由。
上图中加热炉的尺寸足够锻造全长约1.3m的工字梁,这也是三木和户谷决心用旧法制造这一大尺寸零件的理由。
担任这次自由锻锻造工程师之职的是1977年进入丰田公司的藤永义文。已经退休的他,现在主要负责指导与培养新人们锻造技能方面知识。
藤永
由于弯曲锻件尺寸过大,所以这次的工作对于我们来说也属未知领域。工字梁所用弯曲锻件整体约1.3m,但使用气锤锤击塑型的面基仅有约30cm左右,所以非常难把握塑形尺寸。
锻造组的所有成员们都抱着“总之先试试看”的心情,集思广益、拧成一股绳埋头苦干。
另外,1979年进入公司,在本次锻造中负责搬运钢材与测量尺寸等辅助工作的中根广仁,是一位热处理高级技师。他与藤永同样,平日负责指导与培养刚入社新人们热处理技术方面知识。
中根
因为比对精加工成品形状、尺寸是否准确的测量卡,社内也只保留了一部分。我们只能在锻造时边锤击边用自制的测量卡,反复确认形状与尺寸,不对的话要继续锤击塑型。由于工作环境十分危险,因此工作时我们会喊口号,大家配合作业。
担任气锤操作工的冈本政春,在烧结锻造部有着32年的工作经验。现在作为烧结锻造导师负责新人指导工作,同时作为一名气锤操作方面的专家,他还肩负着传承自由锻造工艺的重任。
冈本
虽然我有6年左右的气锤操作经验,但这次锻造基本上是靠“手感与诀窍”完成的,这也是我第一次制造这么大尺寸的零件。在制作出成品那一刻,我特别有成就感。
 上图为锻造部成员合影,从左到右依次为真部、菅沼、佐佐、冈本、中根、今村、藤永。
上图为锻造部成员合影,从左到右依次为真部、菅沼、佐佐、冈本、中根、今村、藤永。
 上图为制作完成的弯曲锻件。
上图为制作完成的弯曲锻件。
借助锻造部老前辈们的力量,终于将自由锻塑型的10根弯曲锻件与锻模运送到了理研锻造。
在三木和户谷的注视下,理研锻造开始进行最后的精加工成形工作。
本以为精加工成形应该与造工字梁所用弯曲锻件和锻模不同,会很顺利,但事与愿违,现实并没有按照原本期待的走势发展。
由于模具的型腔填充不满,成品形状发生了缺料现象。
 发生缺料现象的工字梁不良品不断堆积。
发生缺料现象的工字梁不良品不断堆积。
三木
在出现6、7根不良品后,确实有些不安。但我也知道,弯曲锻件的冲压顺序一般是将尺寸精度较高的排在后面。所以我只能祈祷,并安慰自己一定没问题。
户谷
如果不顺利的话,可能还要改锻模,根据实际情况判断,会增加很多作业量。另外,锻造部的各位拼命造出来的弯曲锻件也可能需要追加制作。为避免这些情况发生,我们与理研锻造的员工商量是否有其他补救办法。
防止缺料现象发生,要将弯曲锻件准确且迅速地放入锻模中,时间一久就会导致温度下降,无法达到预想的热收缩量,成品的尺寸就会不足。
找到症结的员工们重新调整了工序,将加热后的弯曲锻件放入锻模后敲打数次,再将其加热直至成为最终的精加工成品形状。通过改善工序与使用尺寸精度更高的弯曲锻件加工,最终众人们期盼已久的完美工字梁终于完成,没有再发生缺料现象。
 上图是丰田员工与理研锻造同事们的合影。
上图是丰田员工与理研锻造同事们的合影。
顺利完成的精加工成形工字梁还要进行最后的机械加工,将组装后的外露面进行打磨,并钻孔后,三木和户谷终于将它组装到了TOYOPET RACER上。
 上图为组装到汽车上的锻造工字梁。
上图为组装到汽车上的锻造工字梁。
三木
我个人认为通过成品能够表现出当年造物技术的精湛,是能够获得满分100的工字梁。以组员为首、包括修复翻新领域的专家,新明工厂的员工在内,所有见到成品的人都眼前一亮,赞不绝口。我想再次对给予我们理解,并与我们共同努力的公司内与公司外的同事们表示感谢。
正因为有着当年老前辈们不遗余力振兴汽车产业的精神在,才会有这次的挑战。当今世界正处在百年一遇之大变革时期,我们更要面向未来,勇于挑战。
 在公司内与公司外伙伴们的协助下,以过去的方法完成前轴工字梁制作的三木和户谷。
在公司内与公司外伙伴们的协助下,以过去的方法完成前轴工字梁制作的三木和户谷。
户谷
一开始很多人都说行不通,但现在我们却做到了。真的非常感谢一直相信我们“一定能行”,并给予我们支持与帮助的各位伙伴们。
前人种树后人乘凉,正因为有着老前辈们的付出,如今我们才能运用这些宝贵的经验技术。这也让我认识到,我们也应为后辈们留下这样的“财富”。今后,每当我回想起这次工字梁制作的过程,便会提醒自己重新审视“对于造车的感悟”。未来,我会一直怀揣这份感悟,继续把热情注入工作。
在下期的第7回特辑中,我们将为各位读者带来支撑驾驶者身体的重要零件——负责制作座椅工作组的奋斗故事。敬请期待!
(文章:涩谷康人)