



欢迎您的参与
您已提交成功!



目录
• 1.母亲加班加点
• 2.目的不是提高生产效率
• 3.丰田章男理解的“自働化”
• 4.丰田章男理解的“Just In Time”
• 5.以寿司的前置时间为目标
• 6.不要“副社长”,要“负责人”
• 7.编辑后记:为他人着想
丰田社长在5月财务报表说明会上的发言中称:“近几年我们将主要的工作精力放在‘找回丰田行事风格的战斗’和‘丰田面向未来的转型设计’上”。这里提到的“丰田行事风格”怎么理解呢?继续回顾丰田社长的发言,发现他在2年前的财务报表说明会上这么说过。
提到“丰田行事风格”,我大脑中首先想到的是“丰田生产方式(TPS)”和“削减成本”
前几天丰田公司内部举办研修,开始重新学习“丰田生产方式”。丰田社长作为讲师出现在研修的开学典礼上。

“丰田生产方式”在书店里也能找到相关书籍,如今也许已不再是公司内部的术语。但丰田社长的切入点与这些书中的内容有些不同。
本次丰田时报将为您介绍“丰田章男理解的丰田生产方式”,但丰田社长再三强调这只是他个人的理解。
本次举办研修的目的是让“平时不在生产现场的员工”学习丰田生产方式(TPS),然后推动“找回丰田行事风格的战斗”和“丰田面向未来的改型设计”。
丰田社长一手拿着学员事先提交的报告,一边如此说道。
这很有人事的行事风格,他们要我先收这些报告(笑)。
学员哄堂大笑,丰田社长继续报告的话题。
丰田社长
大家写的挺不错,都紧紧抓住了丰田的关键词。我对其中一点比较满意,那就是大家希望通过这次TPS研修让丰田发生改变的那份热情。
“想要改变”这事儿本身不坏。但所有地方都没有计划地乱改一通,公司的正常秩序会被打乱的。
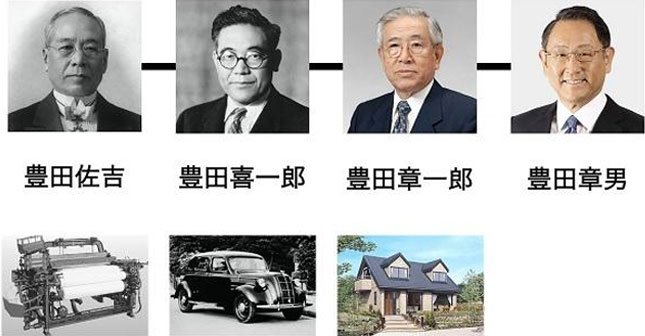
丰田汽车自创立以来,不,应该是丰田汽车成立之前开始,便确立了“两个重要的思维方式”。你们知道是什么吗?
学员A
TPS和削减成本。
丰田社长
TPS和削减成本啊。旁边那位,你认为呢?知道吗?
学员B
知道。“Just In Time”和“单人旁的‘自働化’”。
丰田社长
对对!这是我想要的答案!(一同笑)
从我进入公司以来,Just In Time和单人旁的“自働化”一直被视为两大支柱,我一直想要去理解其内涵。
可能有些人已经理解。可能有些人想要理解。
大家与我们对这两个最为基本的概念“自働化”和“Just In Time”的理解可能会有偏差。我想在本次TPS研修上尽量消除这种理解上的偏差,所以才要求由我来讲解。
下面丰田社长的讲话将进入主题。
首先是“自働化”。这里有台丰田佐吉制造的自动织机。那么,在听我唠叨之前,最好先看着这台机器来听我介绍。
丰田社长说完,带着全体学员,从讲台走向研修室后方的织机。
佐吉是木匠的儿子。他每天都在想做什么才能为社会做贡献,大量阅读各种书籍努力学习。 佐吉少年在这过程中发现母亲每晚都要加班加点织布,于是他开始思考怎样才能使织布变得轻松。这便是佐吉少年的着眼点。
织机是丰田原点这件事可能非常出名。但很少有人知道佐吉为什么要发明织机。
 佐吉心疼母亲,为其制造的第一台织机可以单手操作。那个时代的织机用双手分别操作经线和纬线是常识,该发明划时代地提高了操作性。
佐吉心疼母亲,为其制造的第一台织机可以单手操作。那个时代的织机用双手分别操作经线和纬线是常识,该发明划时代地提高了操作性。
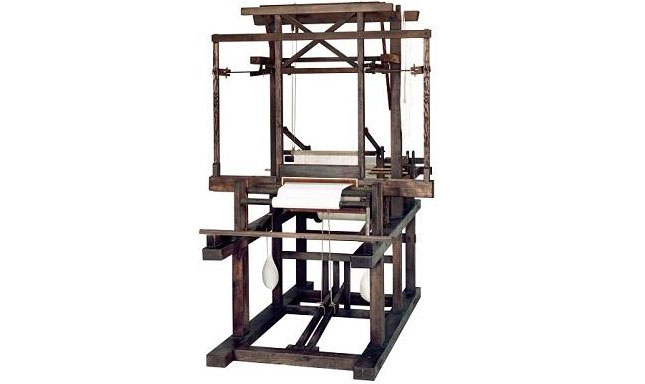 佐吉发明的第一台织机:丰田式木制人力织机(丰田产业技术纪念馆提供)
佐吉发明的第一台织机:丰田式木制人力织机(丰田产业技术纪念馆提供)
(丰田内部)基本上将“TPS”理解为“提高效率”,所以很多人会将“改变工作方法”当作目的来讲,但目的终究还是“希望使某些人的工作变得轻松”吧。这样思考可能最容易让大家理解。
丰田社长一边说着,一边走向下一台机器,来到名为G型自动织机的机器前。
这是“G型织机”,使丰田事业结构发生巨大转变的机器。 那时的自动织机必须“一人一机”,由一名操作人员一直监视一台机器。采取“由人看守机器 ”的方式。 你们觉得这是为什么? 因为不知道什么时候出现“异常”。
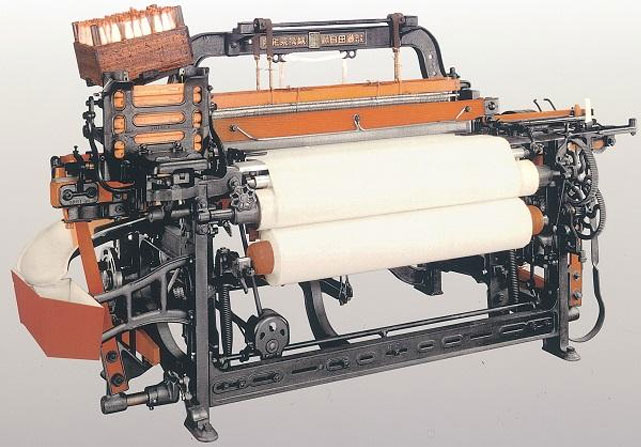 G型自动织机
G型自动织机
这台织机为丰田将事业从织机制造厂向汽车制造厂转变赚取了资金。当时世界一流制造厂的英国公司希望丰田提供该织机的技术。
这项技术名为“异常检测系统”。
究竟是怎样一种技术?为何研究该项发明?身为发明人“曾孙”的丰田社长对此进行了介绍。
对织造纺织品而言,有哪些“异常”呢?“线用完”“线断开”是织机最常见的“异常”。 在传感器还未诞生的那个时代,使用这台机器可以检测这两种“异常”。
G型织机在经线和纬线上分别用弹簧顶住针。没线后弹簧的弹力使针的位置发生偏移。这样便可检测到异常,然后自动更换新线。
实现异常检测不仅没有用到传感器,甚至连马达等动力也没有用到。老实说这确实让人吃惊。但这部分内容正如丰田社长在机器面前进行介绍一样,最好看见实物,那样才方便各位理解其原理。在爱知县的丰田产业技术纪念馆可以看到换线演示,欢迎各位前往参观。
丰田社长紧接着又继续介绍了检测到异常后为换线做出的改进。
(从机器中取出“用于穿纬线的木管”)线用完后,这台机器会自动为各木管换线。 实际操作过程中线头要像这样露出木管。那么过去是如何让线头露出木管的呢?用嘴吸。 但是现场有棉尘,现场作业人员吸入棉尘会得肺病。
只需将线剪断,线便会自动从木管指定部位露出。该项技术是佐吉等人的发明。如此一来就不需要作业人员用嘴将线吸出了。
这也是佐吉等人的发明之一。
“发明”一词听起来让人感觉非常先进。而这项发明的原点却是发明人希望为肺部受损的现场作业人员做些什么。若不是待惯了现场,可能就不会知道这种情况。 在没有传感器的时代,这台G型自动织机引进了“异常管理机制”。从这时开始,生产效率得到了飞速提升。但这终究只是结果。 作业人员因肺病受到煎熬;设备隔三差五停止;线总是断,需要作业人员守在设备旁。 因此需要确定异常是什么?然后阻止异常发生,打造可以进行异常管理的系统,这样生产效率自然而然会提高。 我们做这些事的本身并不是为了提高生产效率。
佐吉的每个发明 都“源自现场”,其原点是“使某些人的工作变得轻松” 。丰田社长想要强调的就是“为某人着想”的想法最终会让生产效率得到提高。
我们再来复习一下“自働化”,总而言之丰田的单人旁的“自働化”是指……
注意,这是我的理解。我的理解还是“以人为本”。
要站在正在工作的人的角度(思考)。自己不能只待在安全的地方耍嘴皮子,高呼“提高效率”“抽掉(减少)人手”。
丰田喜欢追求一个工日的“质”。
丰田社长这样说,再次强调了人的重要性,然后提出“一个工日”的思维方式。
“一个工日”是指一名作业人员一天内能够完成的工作量。“追求一个工日的‘质’”又是什么意思呢?请看后面的解释。
为什么要追求一个工日的“质”? 大家每天有24小时。这意味着大家、包括我在内,每天都只有24小时。不可能说“我太忙了,每天要48小时”吧。 这么来看,每天24小时的条件对任何人都是公平的。大家还要将24小时中的部分时间花在家人身上,用在工作之余。不过大家确实还是为公司花费了大量时间。 所以,领导的任务就是要安排大家去做有意义的工作。丰田的生产现场从根本上追求这种事情。 我的意思是要不断增加提高附加值的工作,不能只是被动等待或者频繁返工,这类工作要逐步减少。 所以要“以人为本”,这只是我的浅见,也希望大家集思广益,都来谈谈自己的看法。

丰田生产方式有时会被错误地理解为提高劳动强度。前几天第一季度财务报表的结果称有些地方出现“压榨分包商”的行为。
将“Muda(浪费)、Muri(超负荷)、Mura(不均衡)”的3M法则做到极致是丰田生产方式其中一种思维方式。这可能给人一种“高强度不间断劳动”的印象。
但如果您了解丰田生产方式的原点在佐吉“让母亲轻松”的想法,那么印象会发生转变。消除作业人员的无用功,减少加班情况,便会挤出自由的时间。追求一个工日的“质”实际上是在珍惜那人的时间。
丰田社长紧接着对两大支柱的另一个“Just In Time”进行了说明。
这是丰田喜一郎引入的思维方式,他是佐吉的儿子,丰田汽车的创立人。说明Just In Time时经常会用到“在必要的时间以必要的数量提供必要的零件”这句话。
但是关于这句话,丰田社长又开始宣传自己独到的见解。关键词“前置时间”。前置时间是指“接到订单到提供零件或服务所需的时间”。
解说前先看看丰田社长与学员们的对话。
丰田社长
提到Just In Time,你们会想到什么?
学员C
在必要的时间以必要的数量提供必要的零件。
丰田社长
这么说也对。那我问你,具体是指什么?
学员C
……
丰田社长
那么,若要在必要的时间提供必要的零件,(为及时满足顾客需求)不就产生大量库存了吗?
学员C
是的……
丰田社长
以汽车为例,零件有3万个啊。
学员C
嗯……
丰田社长
若是这样的话,无论来什么车型,来什么配置,都要保证生产线可以应对任何要求,那库存可就要突破天际啦。
学员C
若是能够知道顾客需要的话……
丰田社长
顾客是谁?
学员C
后工序……
丰田社长
啊?
学员C
最终用户……
丰田社长
但是每年销售量将近1000万辆。也就是说顾客有1000万人。那怎么掌握呢?做不到的吧。
所以,怎么办呢?那就必须建立一种结构,能够及时找到异常,找到异常后可以及时停止,然后及时改进。
所以才叫做Just In Time。
丰田社长
这也是我的浅见。
我认为能够搞清楚这点的“道具”,或者说“思维方式”,就是“前置时间”。
丰田将下一道工序称为后工序,然后将该“后工序”视为“顾客”。
因此“绝对不能让不良品流入”后工序。继续做到这一点,那么位于最后面的“真正顾客”便不会收到不良。丰田采用的是这么一套逻辑。
再进一步考虑“如何能让下一道工序作业更加轻松呢”。这就需要前后工序加强沟通,共同一步步地进行改善,如此来追求生产效率。
平时我们(丰田员工)提起“Just In Time”,会联想到“向后工序提供零件时是否保证了‘Just In Time’”。而丰田社长这里说的“Just In Time”,视野则更加开阔。
“确保汽车送到购车顾客手中时‘Just In Time’”。这是纵观整个丰田的“Just In Time”。
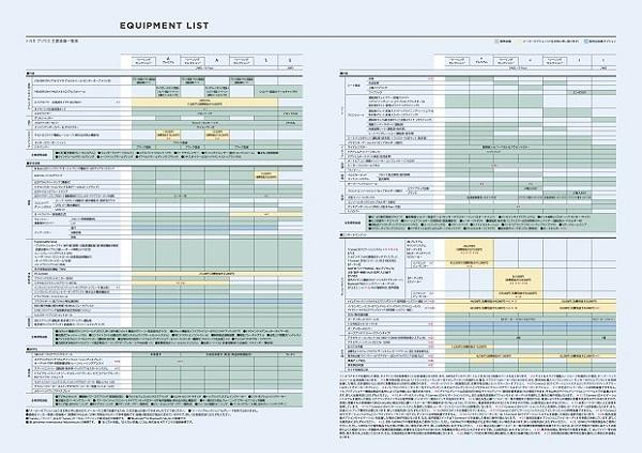 普锐斯(PRIUS)主要装备一览
普锐斯(PRIUS)主要装备一览
一种车型有多种“规格”。
等级×外板颜色数量×内饰颜色×音响种类……以普锐斯(PRIUS)为例,乘出来的结果(规格数量)有14,000种。数量非常庞大,但据说这还是努力精简后的结果。前几天发售改良版甚至多达48,000种。这还只是日本国内出厂的数量。如果销往海外的汽车也在同一家工厂制造,乘完的结果将更加庞大。
如果所有种类都有库存,确实可以保证送到顾客手中Just In Time。但是这不现实。不过,丰田社长的意思也不是“可以因此放弃”,而是在要求我们追求缩短“前置时间”,继续保证Just In Time。
丰田社长以寿司店为例,开始对前置时间进行说明。
比方说,寿司行业啊。 你去超市,有成品(库存)摆放在那里吧。但你要是去现捏寿司的寿司店,老板那里会有库存吗? 没有吧。 那么,寿司的材料事先切好了吗?也没切吧。 有人点单了,老板才说声“好的”,然后取出寿司的材料,切好,做好准备工作,捏寿司,摆盘上菜。我想说的是,只要缩短前置时间,就可以做到。 然而,事先造好,然后询问1000万顾客要什么配置,这不现实吧。 做不到的事情就是做不到。那要做什么呢?“缩短前置时间”就变得很重要。
制造汽车的道理与捏寿司一样,理想情况是“接到顾客订单”后,“准备零件”,进行“组装”,并“及时出厂”。但实际执行起来有困难。
正因为这样,各道工序都必须“缩短前置时间”。
丰田社长讲完一段后,有位学员举手。
感谢您今天的讲话。我进入公司已有20年,如此近距离地听取您的教导还是第一次,内心非常激动。 刚进公司那会儿,当时的部长问我是否知道“工作(hataraku)”的含义,接着他自己又解释道“hataraku”是说要让“周围”也就是“旁边的人(hata)”“轻松(raku)”。这段解释正好契合社长刚才提到的“单人旁的‘自働化’”中所含的“让周围人轻松”“为某人着想”这层含义。两段话在我心中突然重叠到了一起。我工作了20年,第一次有这种感觉。 今天在社长这里吸收了不少养分,回去后我会将社长的养分再次输送给自己的部门和整个中心。
丰田社长听完这位学员的讲话后,讲述了一段自己还是课长时提高经销商生产效率的故事。
我与经销商一起开展改善活动时,经常遇到一些现场问题。 出现问题时最头痛的要数现场的机修工人和营业人员了。也就是第一线的负责人。 他们通过日报形式汇报了这件事,但没有传达到领导层。 当时(从制造厂过去的)我们去问:“这事儿为什么没能尽早汇报到营业所长呢?”然后那位营业所长却说:“不愧是丰田的人!和我在营业所长会议上说的话一样!” “但营业所长会议一周只有一次吧?”我们再次反问回去,听到这话的更上一级的营业本部长又说:“不愧是丰田的人!和我在董事会上说的话一样!” 但那个董事会每月只有一次。 我为什么废除了头衔? 在(实现)Just In Time(的改善过程)中,最重要的是要有“其负责人”。每天做好日报很关键。 但是头衔越高,这项工作(听取汇报做出判断)的周期就越长,会以周为单位、以月为单位、以年为单位。 有头衔的人是“做出判断的人”,而改善速度却放慢了。 然而,我们365天,除去休息,基本上所有时间都是在公司度过的。所以,我不想日复一日在这种奇怪的头衔社会中虚度,而是去考虑如何改变日复一日(目前已经发生)的现象?这点非常重要啊。 所以呢,不能只是花20年去理解(笑)。请将20年改为以日为单位。这样就是365乘以20了啊。 这么长的时间就这样碌碌无为地过去了,多么划不来啊。 就是因为这个原因,我希望各位将每天思考的重心放在每天进行改善,也就是每天缩短前置时间这种事情上。
前几天丰田汽车将副社长的职位废除。丰田社长说这同样也是为了提高改善速度。
为顾客缩短前置时间;让工作的同仁作业变得轻松;为工作的自己和家人,更加有效地利用时间。
丰田社长在丰田生产方式研修的开学典礼上教导员工,诞生这些改善的不是头衔,而是像丰田佐吉翁那样每天下现场才能有所改善。
丰田时报对丰田员工参与生产医用防护服的雨衣制造厂“船桥(株)”的“改善”进行过报道。
第一次采访船桥时,最让我们感到疑惑的是分不清船桥员工与丰田员工。
丰田员工脱下“带有丰田标记的工作服”和“公司头衔”,与船桥员工融为一体开展工作。他们接受采访时说这是有意为之。边聊天边携手工作,改善的点子会自动冒出来。
旁边作业的人说腰痛,大家就会聊起怎样才能解决这个问题,最终找到改变作业平台高度的改善方法。身边的作业人员在东张西望地找剪刀,有人就从中发现了“Muda(浪费)”,然后提出规定剪刀摆放位置的建议。
母亲辛苦织布时,造出G型自动织机时,同样都有“佐吉待在现场的身影”。
丰田生产方式的基石源于从佐吉时代流传至今并经过事实检验的“为他人着想”的想法。
<相关链接> “尽可能快尽可能多”地生产医用防护服(采访生产工序改善现场)



 丰田汽车顾客服务中心
一汽丰田顾客 800-810-1210/400-810-1210
丰田汽车顾客服务中心
一汽丰田顾客 800-810-1210/400-810-1210
广汽丰田顾客 800-830-8888/400-830-8888
雷克萨斯顾客服务中心
800-810-2772
400-810-2772
丰田海南出行服务热线
400-0201-333







京ICP备11010962号-9 京公网安备 11010502032208号©2021丰田汽车(中国)投资有限公司 版权所有

